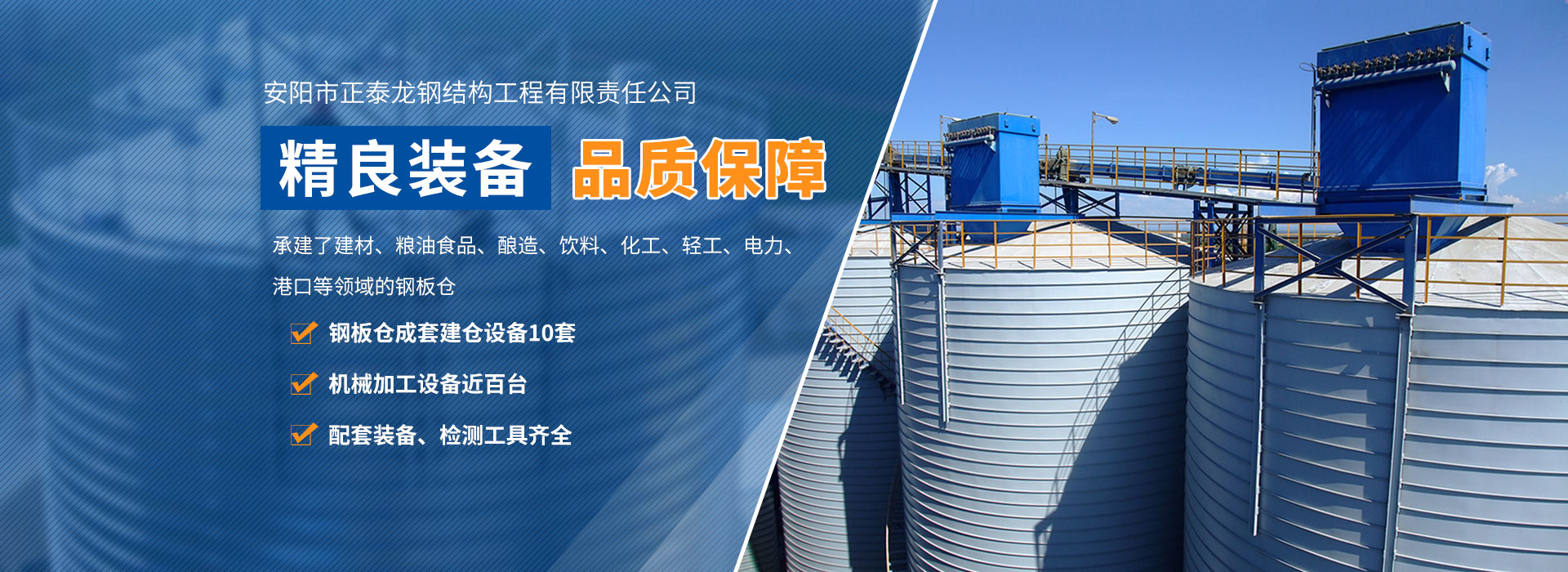
钢板仓成套工程
研究、设计、开发及制造、安装的专业公司
服务热线:
0372-3980351
13903727780
钢板仓成套工程
研究、设计、开发及制造、安装的专业公司
服务热线:
0372-3980351
13903727780


电话:0372-3980351
传真:0372-3992100
总经理电话:13903727780(郑经理)
地址:河南省安阳市龙安区马头涧乡产业集聚区聚升工业园内1#厂房B区1层
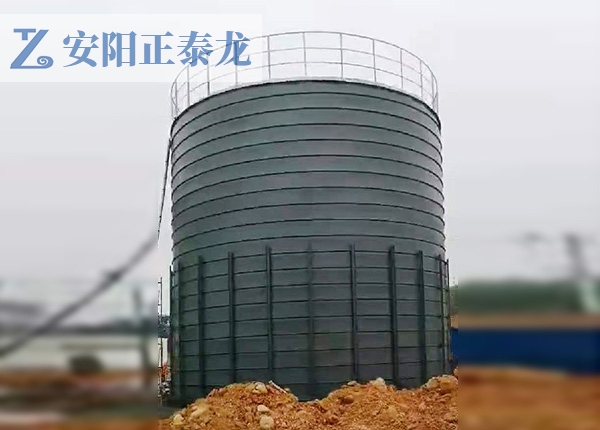
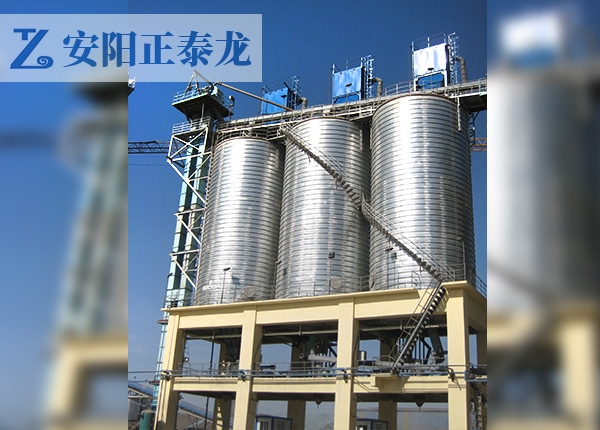
如何解决水泥钢板仓变形的问题
随着国家环保政策的实施,越来越多的钢板仓储存粉料和骨料。在电动链提升或液压千斤顶的情况下,控制仓库的变形以保持仓库的美观尤为重要。结合现场施工经验,探讨钢板仓变形的原因及控制措施。
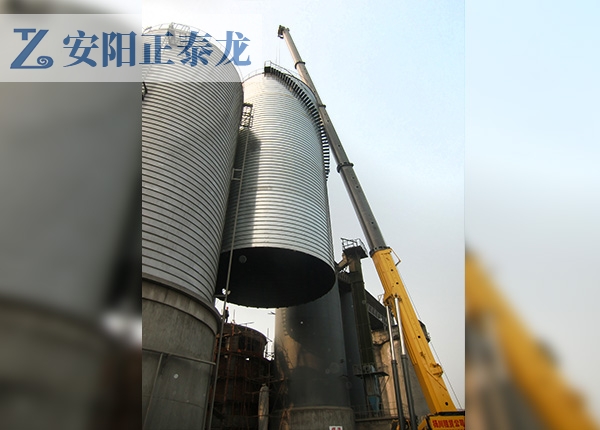
结合现场施工经验,钢板库变形的主要原因有:
1.槽钢脚高度不一致。钢板库的初始化之前,一只脚通道通常嵌入在上法兰沿圆周均匀分布在通道的存储体负载造成严重的局部变形的库成员,因为不均匀凹凸部队造成的高度支持。
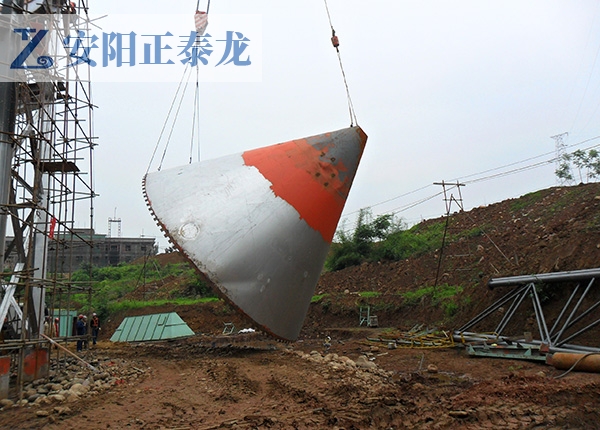
2.钢板加工前无方板或方板尺寸偏差,造成两筒仓板间距过大或过小,拼接牢固,局部变形。

3.焊接工艺措施不当,导致焊接应力集中,局部变形。
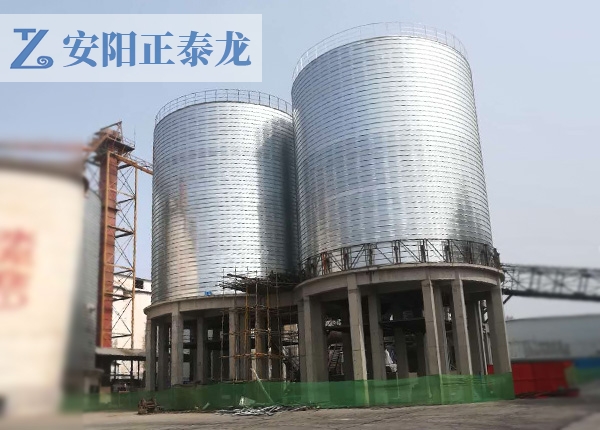
为此,钢板仓厂家结合以上分析,相应的措施如下:
1.底部槽钢的高度应保持水平。调节平台底部槽钢高度,保证各平台槽钢高度一致,使库体板能均匀承受上部荷载,减少库体变形。同时,内部吊耳应尽可能接近垂直或环形加劲肋,或添加一个方形板吊耳的根源,提高油藏的接触面积,减少造成的变形不均匀压力在当地水库。
2.确保地面平整,钢板平整,提高精度。
3.为了确定合理的焊接方式,减少焊接时的应力集中,减少变形。

(1)焊接垂直对接焊缝时,应先进行间歇式焊接,间歇式焊接长度不得超过20cm,同时,板两端预留20-30cm不焊接。间歇式焊接完成后,用锤击消除焊接残余应力,完成焊接残余应力(板两端焊缝除外),用锤击消除焊接残余应力。
(2)环对接焊缝,焊接时T口对齐,确保良好的边缘,T水平焊嘴的两边约50厘米左右,锤后消除残余应力,然后分段焊接或跳焊,沿着周长方向划分,约完成环半程通过的工程量,然后进行锤击,消除焊后残余焊接应力,焊后锤击消除焊接应力。
(3)若两板之间间隙不均匀或焊工水平不同,必须焊接两次或多次,头一次焊接完成后即可消除焊接应力。
电话:0372-3980351
传真:0372-3992100
总经理电话:13903727780(郑经理)
联系地址:河南省安阳市龙安区马头涧乡产业集聚区聚升工业园内1#厂房B区1层

(手机站)